


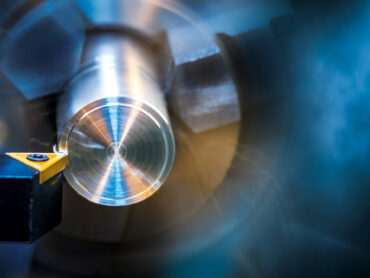
For parting off at high feed rates, Horn has introduced the new EH geometry, a development based on the manufacturer’s S100 grooving system. The single-edged insert is available in widths of 3mm and 4mm. The stable cutting edge enables feed rates in the range f = 0.25 to 0.4mm/rev during grooving and parting, leading to fast cycle times. Reliable swarf control and evacuation are ensured by special formation of the chips.
High infeed requires a stable machine as well as secure clamping of the workpiece. From a feed rate of 0.3mm/rev, Horn recommends reducing the infeed for the first 3 to 4mm during grooving and parting off.
Due to their stability, S100 holders and cassettes for grooving along the Y-axis are the first choice when machining at these elevated feed rates. The process enables high-performance, vibration-free parting with high cutting values, leading to short machining times.





{kind=link}